Production examples

Sputtering Copper Backing Plate (Circular type)
This product has been requested through homepage. Surface of bonding-target is flat by 0.05. Material Copper Size Thickness 15 x Outer Diameter φ370 Industry Semiconductor Processing details Machinig-center,Lathe ,FSW
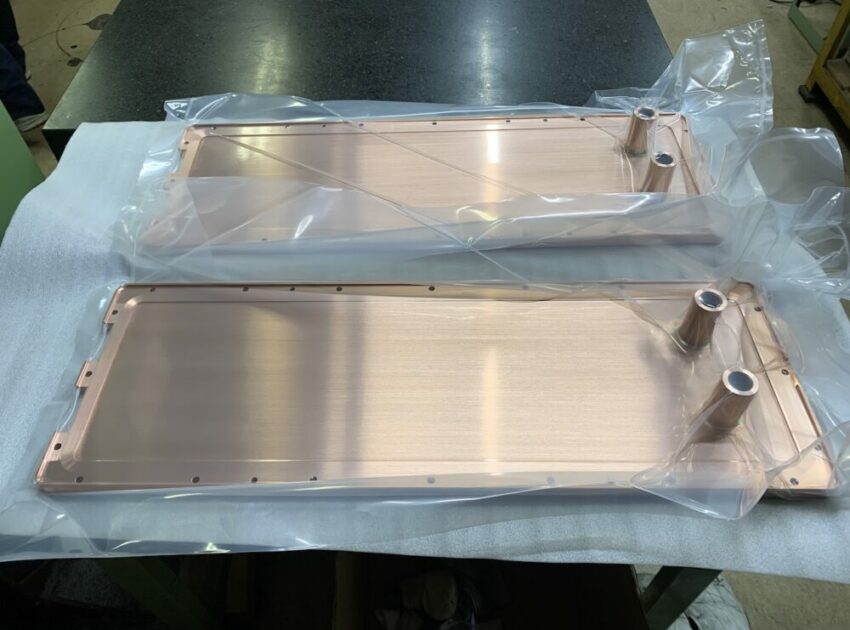
Pure Copper Backing Plate for Display Industry
This case shows one of products ordered by an overseas display manufacturer through the website. Product Name Backing plates Materials Pure copper (C1020) Size Width: 241 mm, Length: 691 mm, Thickness: 17 mm Industry/Field Displays Methods Machining center, FSW
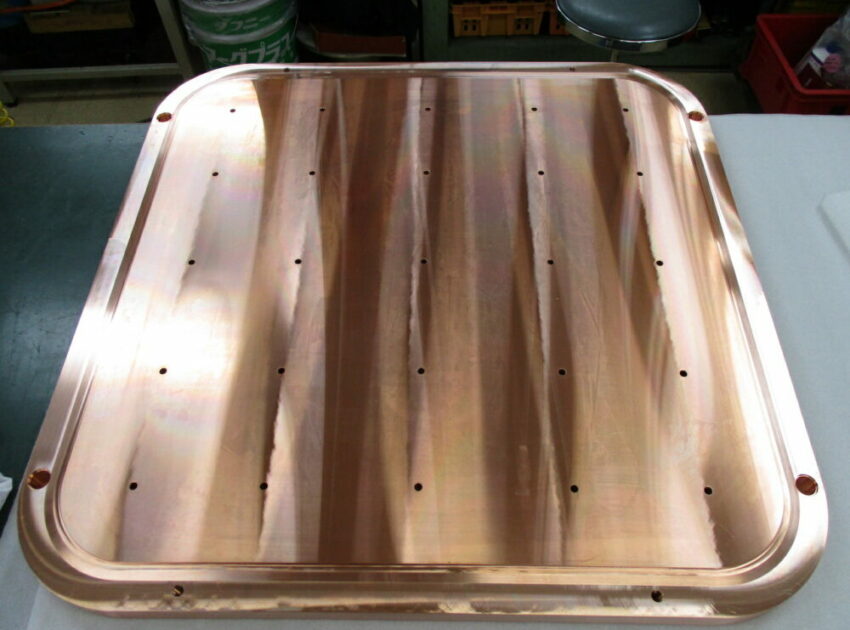
Pure Copper Backing Plate (Square shape)
This case is a prototype development product requested through the website. Materials Pure Copper(C1020) Size Width: 732 mm, Length: 732 mm, Thickness: 30 mm Industry/Field Semiconductors, Displays Methods Machining Center, Electron Beam Welding, FSW
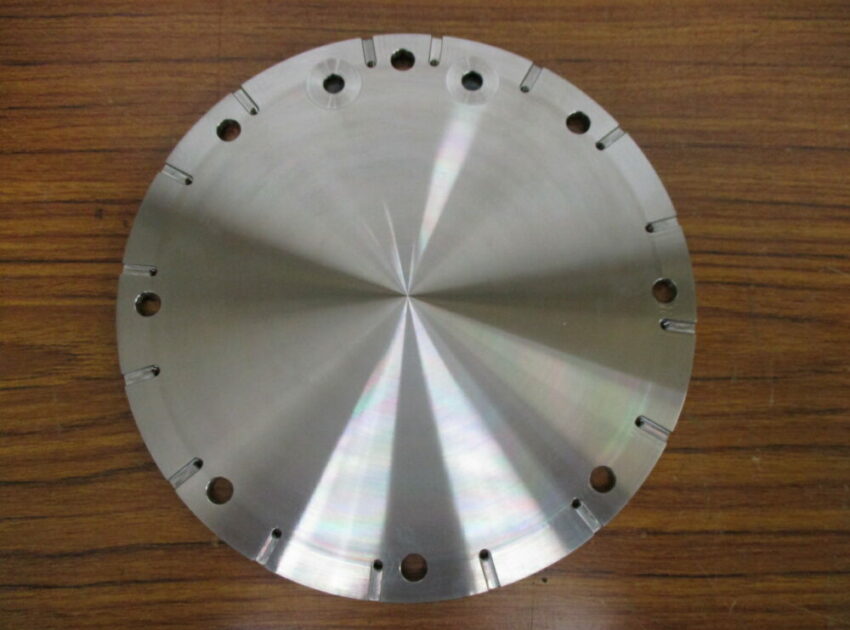
Stainless Steel Backing Plate (Circular shape)
This case is a prototype development product requested through the website. Materials Stainless steel (SUS304) Size Outer diameter: 220 mm, thickness: 8 mm Industry/Field Semiconductors, Displays Methods Machining Center, NC Lathe, TIG Welding
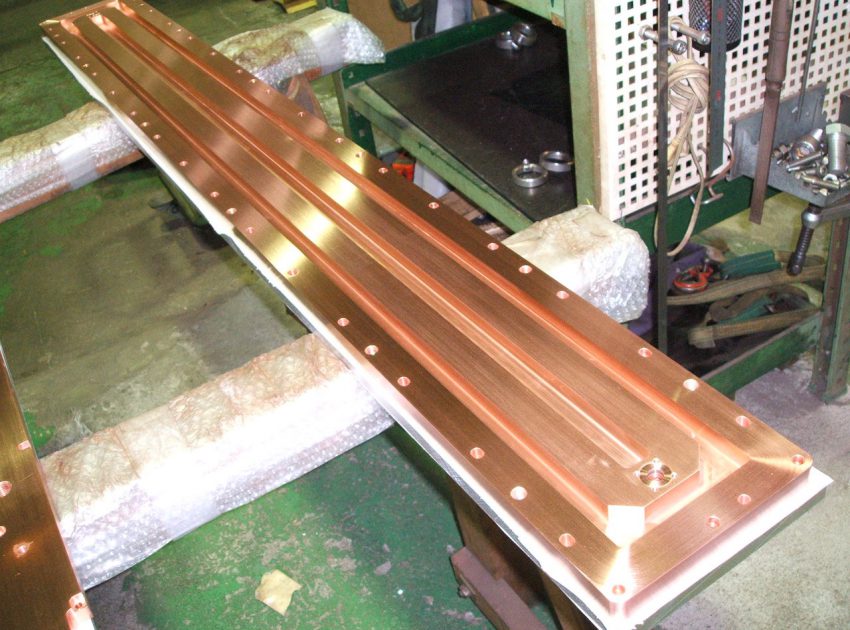
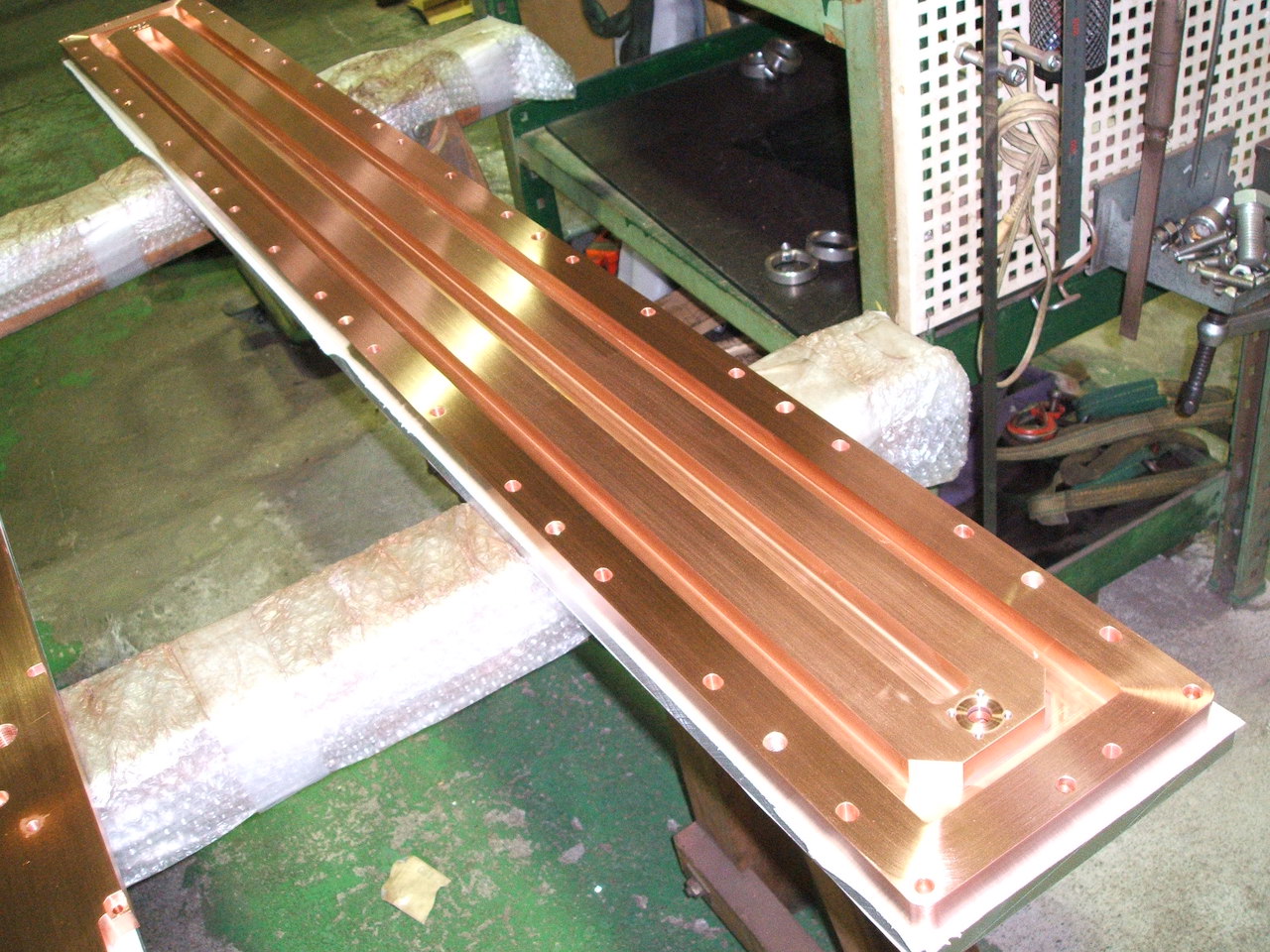
Pure Copper Backing Plate (Rectangular type)
Pure copper is a difficult material, and warping occurs after cutting or joining. Therefore, in order to ensure the thickness of the water-cooled lid, distortion correction is necessary each time. It is also easy to scratch, so you need to pay close attention. Material SUS304 , SUS316 Size W200mm~400mm x L500mm~1500mm Industry Vacuum Industry Processing ...
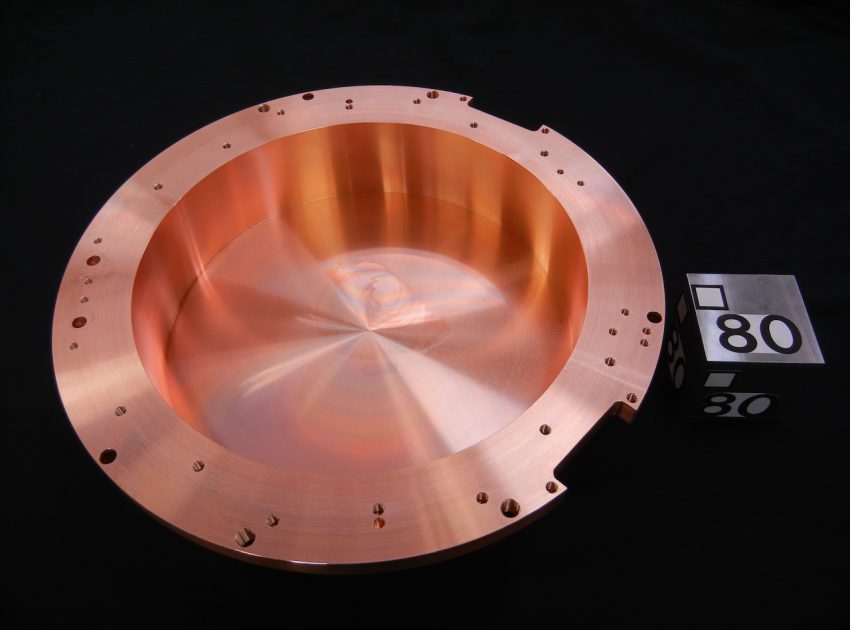
Pure Copper Backing Plate (Round shape)
Pure copper is a difficult material, and warping occurs after cutting or joining. Therefore, in order to ensure the thickness of the water-cooled lid, distortion correction is necessary each time.It is also easy to scratch, so you need to pay close attention. Material Pure Copper C1020 Size Around 500mm in dia Industry Vacuum Industry Processing ...