
Airtight welding to products with high geometric precision requirements
Because stainless steel water-cooled jackets and chambers are used in an atmosphere with a vacuum level of 10-5 to 10-9, Tig welding (tungsten inert gas) requires airtight welding for high difficulty. Since the geometric accuracy requirements of the surface are often high, it is essential to prevent heat distortion after welding.
In particular, if the edge of the lid is cut by machining without modifying the bending or warping of the welding in a water-cooled jacket structure product that welds the water-cooled lid, the thickness and variation of the water-cooled lid may decrease cooling efficiency. Excessive cutting of welds can also cause leaks.
We use our own press machine to correct distortion with skilled technology and produce flatness. It is used not only after welding, but also for machining and bending after FSW.
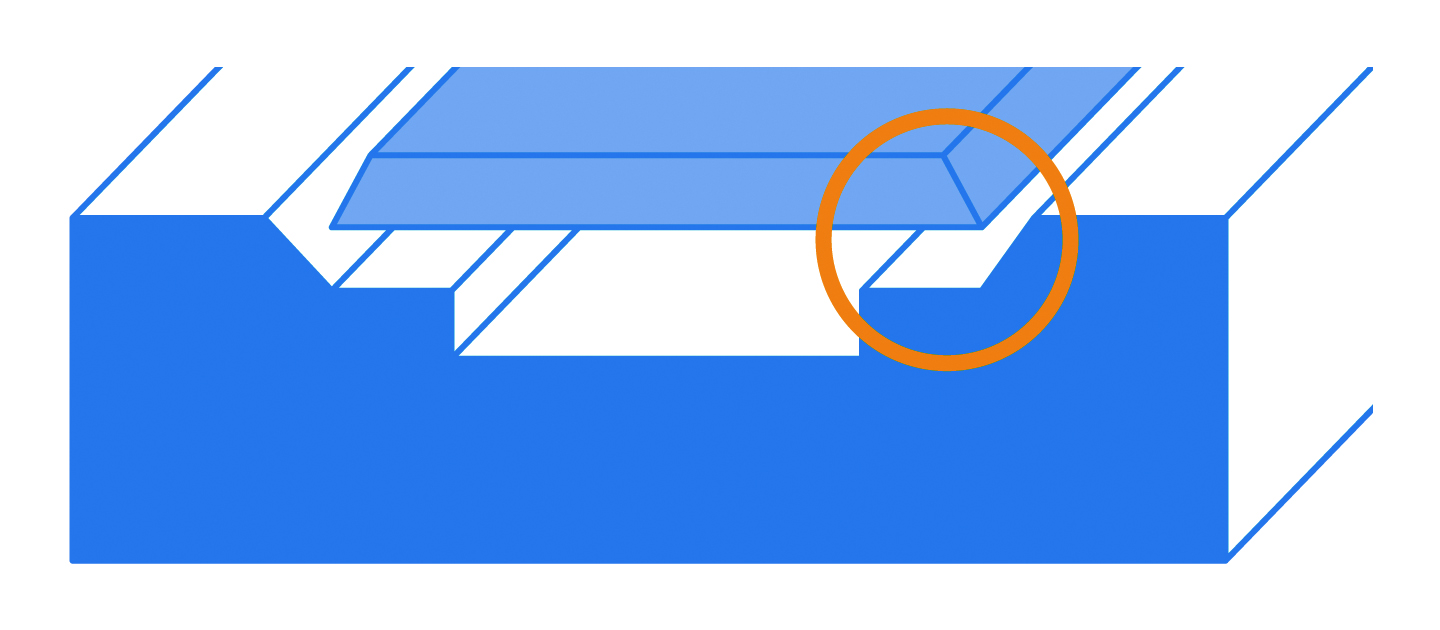
STEP1:Machining
In the machining process, the mother and the joint are both not at right angles, but are processed so that the triangle can be blanked at an angle.
STEP2:Cleaning of joint surfaces
Clean the joint surface with an alcohol-based cleaning solution.
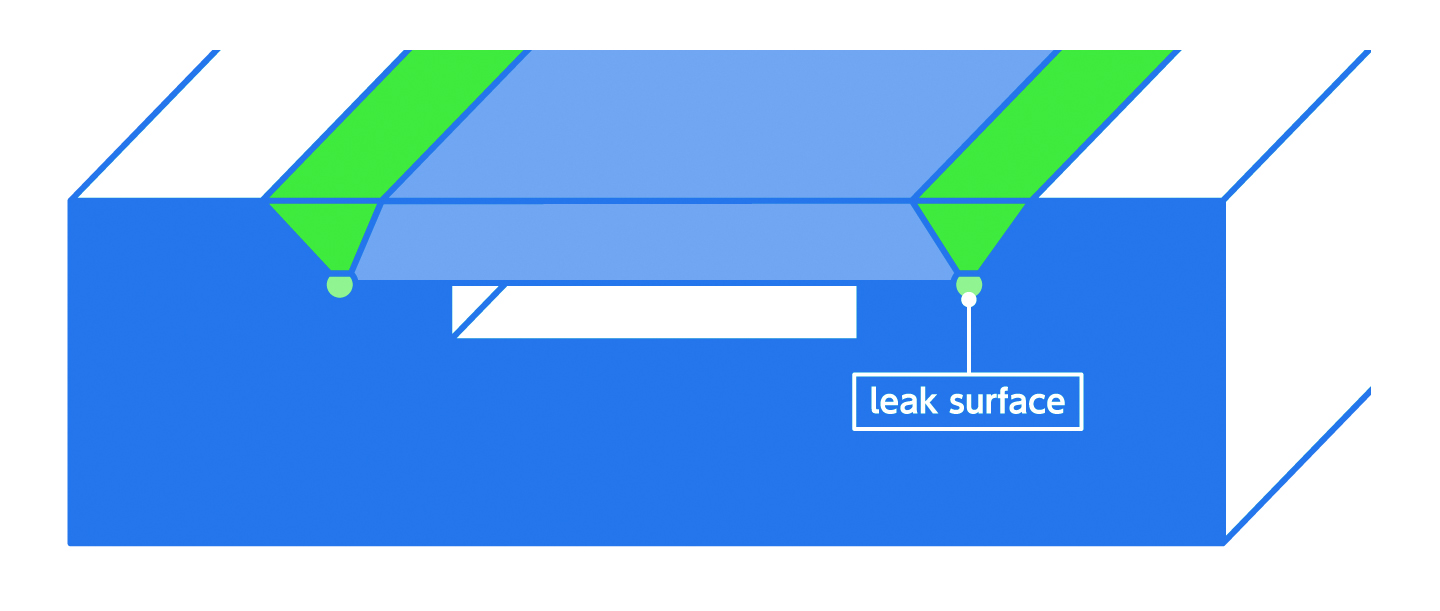
STEP3:Welding of leak surface
Weld the leak surface first.
STEP4:Overlay welding
The overlay welding is done so as to fill the blanks that have been opened in advance. In this way, airtight welding that does not leak air etc. is performed.

STEP5:Press
In order to correct the distortion caused by welding, we perform distortion correction with a press machine that we manufacture in-house. This makes the thickness of the material uniform even after machining and the heat exchange efficiency is equalized.
STEP6:Secondary machining
Remove excess pieces that are filled with welding by cutting
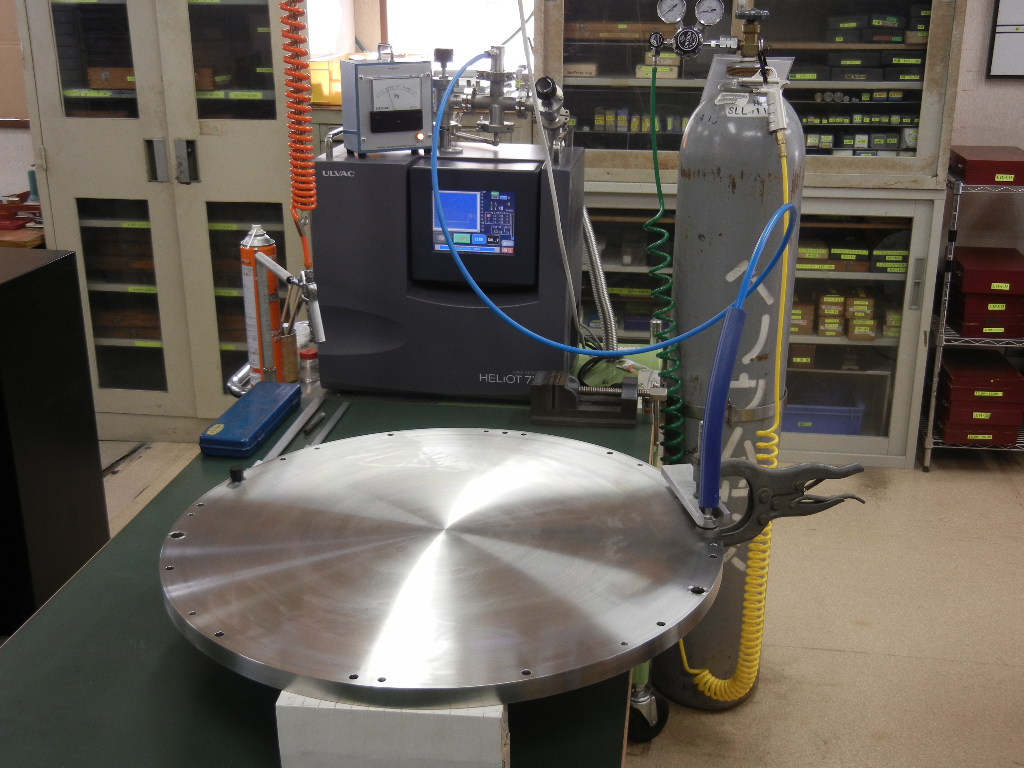
STEP7:Test and Inspection
Along with the decompression test in the leak test machine, we carry out a pressure test in double to ensure that leaks do not occur.